传统的合金生产通常是在高温下熔化部件,以制造出不锈钢等材料。但是,如果只需要少量合金,或者熔化合金不可行,机械合金化则是一种可行的替代方法。
20世纪60年代末,这种方法被用来生产镍铁合金。它们耐高温,适合航空航天应用。机械合金是一种粉末加工技术,通过反复冷焊、断裂和再焊接粉末颗粒来实现材料的均匀性。

机械合金化原理
传统的合金生产通常是在高温下熔化部件,以制造出不锈钢等材料。但是,如果只需要少量合金,或者熔化合金不可行,机械合金化则是一种可行的替代方法。
20世纪60年代末,这种方法被用来生产镍铁合金。它们耐高温,适合航空航天应用。机械合金是一种粉末加工技术,通过反复冷焊、断裂和再焊接粉末颗粒来实现材料的均匀性。
机械合金化原理
最初,较大的颗粒就是这样产生的。单个颗粒晶格中的位错、间隙和张力等缺陷结构增加,导致其原子扩散速度加快。这导致脆性增加,从而促进裂纹的形成和随后颗粒的断裂。研磨罐中的摩擦热产生的温升支持了这种扩散。熔融和折叠过程持续进行,直至几分钟或几小时后达到完全均匀化。相邻初始成分的微小结晶部分在粉末颗粒中形成,被称为 "纳米结晶"。
在机械合金化过程中,高能球磨机和行星球磨机通过冲击碰撞提供必要的能量输入。研磨球会使细小颗粒发生塑性变形,从而导致材料融合。当传统的金属融合方法无法奏效时,这种技术就能生产出合金。它还可以调整成分的混合比例。还可以对样品进行预研磨,以减小颗粒尺寸。
机械合金化铁-钽-铜(FeTaCu)粉末颗粒 5 小时后的横截面光学显微照片
20 小时后机械合金化铁钽铜(FeTaCu)粉末的扫描电子显微镜(SEM)照片(俯视图
高能球磨仪 Emax 专为高能研磨而设计,其 2,000 min-1 的转速与独特的研磨罐设计相结合,可产生巨大的尺寸减小能量。
Emax采用高冲击力和强摩擦力的双重机制,产生的高能量输入适用于纳米范围的快速研磨和机械合金化。
Emax配备了专门的液体冷却系统,可有效驱散多余的热能,确保样品即使在长时间的研磨过程中也不会过热。研磨罐内部采用水冷却,因此在大多数情况下都能不间断地进行研磨。外部冷却器可连接到 Emax 的内部冷却系统,以进一步降低温度。此外,用户还可以通过温度控制模式设定最低和最高温度,在达到最高温度之前继续研磨,在达到最低温度之前暂停冷却。这确保了磨削间歇的理想时间,无需反复试验来确定正确的持续时间。总之,Emax 是机械合金化的理想选择。
行星式球磨机已多次用于机械合金化。在行星式球磨机中,每个罐子就像一颗行星,在一个被称为太阳轮的平台上运行。当太阳轮旋转时,罐子也以自己的轴线旋转,但方向相反。这种运动激活了离心力和科里奥利力,使研磨球迅速加速。
研磨球从罐子的一侧到另一侧的强烈加速对样品产生强大的冲击力,通过摩擦进一步减小尺寸。通常,太阳轮和研磨罐之间的速度比为 1:-2,即太阳轮每旋转一圈,研磨罐就旋转两圈。这一比率是大多数行星式球磨仪的标准比率。对于机械合金应用,能量输入较高、转速比为 1:-2.5 或甚至 1:-3 的行星式球磨仪尤为有效。行星式球磨仪 PM 300 采用大型太阳轮,最高转速为 800 rpm,可提供极高的能量输入,产生高达 64.4 g 的 g 力。该研磨机有两个研磨站,最多可同时使用四个研磨罐(12-80 毫升)进行试验。同一台机器还可使用最大 500 毫升的大型研磨罐,用于扩大工艺规模。尤其是 PM 300,为机械合金工艺提供了可靠功能。
硅和锗是基础半导体材料,它们彻底改变了包括光伏电池和晶体管在内的电子设备的发展。
由硅和锗组成的热电合金被用于太空任务中的放射性同位素热发电机,为太空探测器和仪器供电。在热电商业应用中,基于碲化铋(Bi2Te3)的材料因其可靠的转换效率而成为重要的材料。冷却系统中使用了碲化铋珀尔帖元件。以前,行星式球磨机曾用于硅和锗的机械合金化,但遇到了一些问题。新型高能球磨机 Emax 解决了这些问题,它可以防止材料在高速运转时结块,从而无需长时间的休息,缩短了总的加工时间。Emax 的技术有助于实现高效、快速的加工。
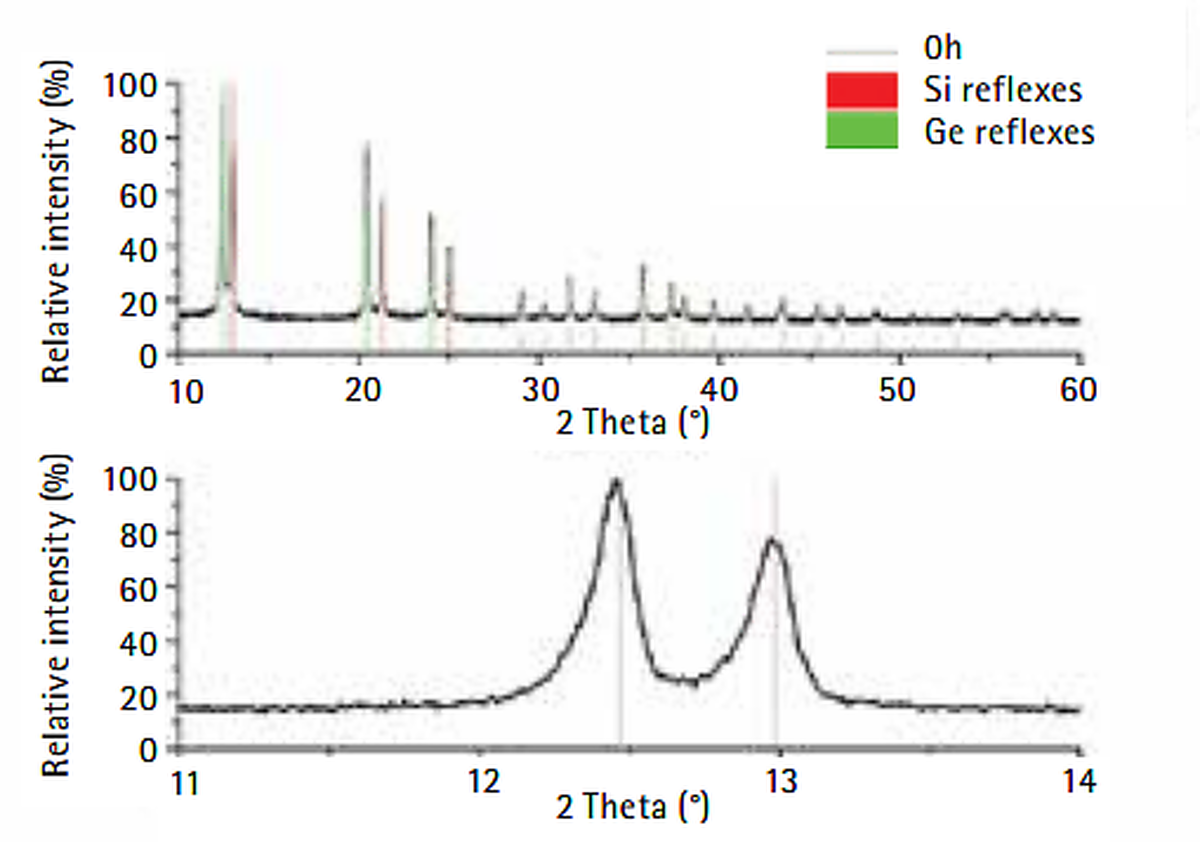
将 3.63 克 Si 和 2.36 克 Ge 混在一个 50 毫升的碳化钨研磨罐中,使用 8 个 10 毫米的研磨球,样品与研磨球的比例为 1:10。最初,Si 和 Ge 的粒度分别为 1-25 毫米和 4 毫米。在 2,000 转/分的转速下研磨 20 分钟后,两者都被粉碎,没有结块。机械合金化在 1,200 转/分的转速下进行了九个小时,研磨间隔为一小时,然后休息一分钟进行反向旋转,以防止结块。X 射线衍射 (XRD) 对初始材料进行了测量,显示出硅和锗的明显线型,并随着时间的推移逐渐消失。在整个过程中,合金成分保持粉末状,Emax 温度保持在 30°C 以下。九个小时后,粉末仍为晶体状,几乎没有无定形物质。
机械合金化开始时 Si(红色)和 Ge(绿色)的粉末衍射图。上部显示了 10°-60° 的整个测量范围。下部显示了硅和锗晶格面 111 的详细反射。
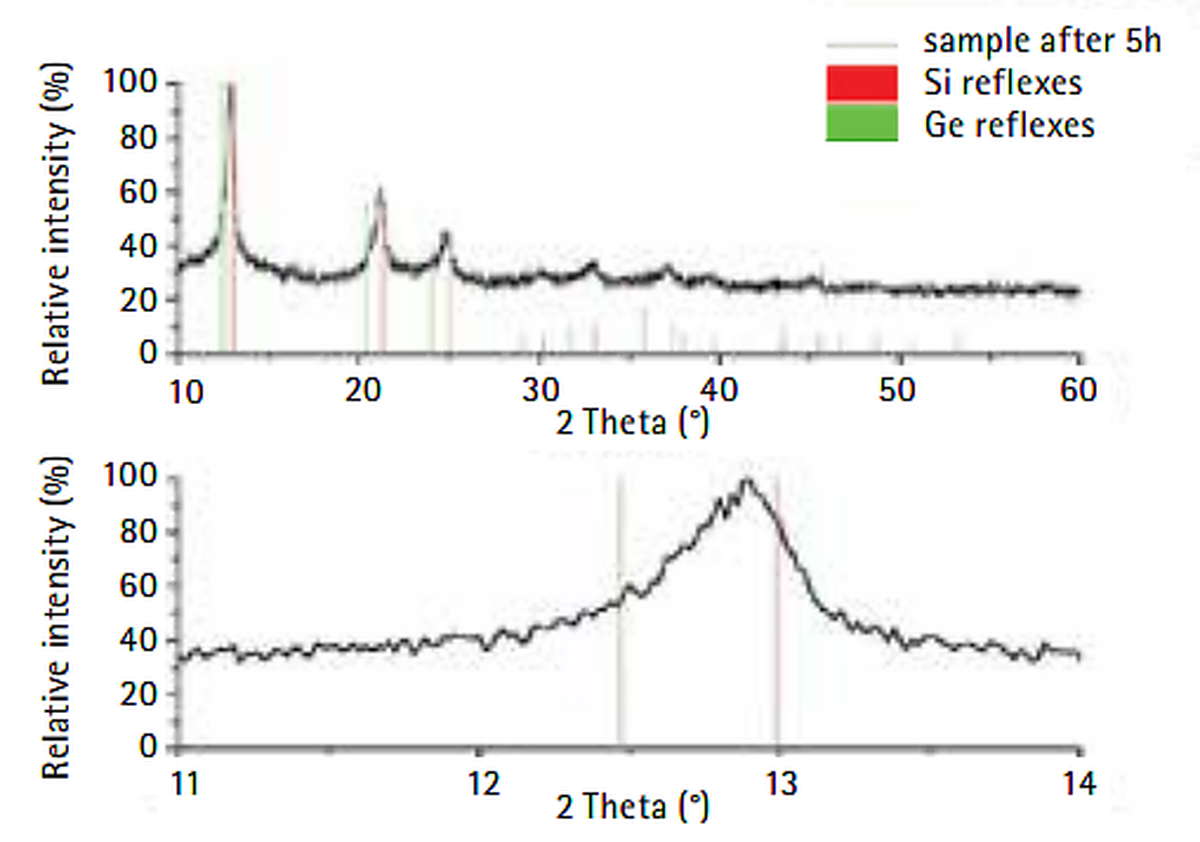
在 Emax 中进行五小时机械合金化后的粉末衍射图。上部显示了整个测量范围。显示了 Si(红色)和 Ge(绿色)的理论线以供参考。在下部的详细示意图中,可以看到机械合金化的进展(111-反射的移动以及 Si 和 Ge 反射的崩溃)。
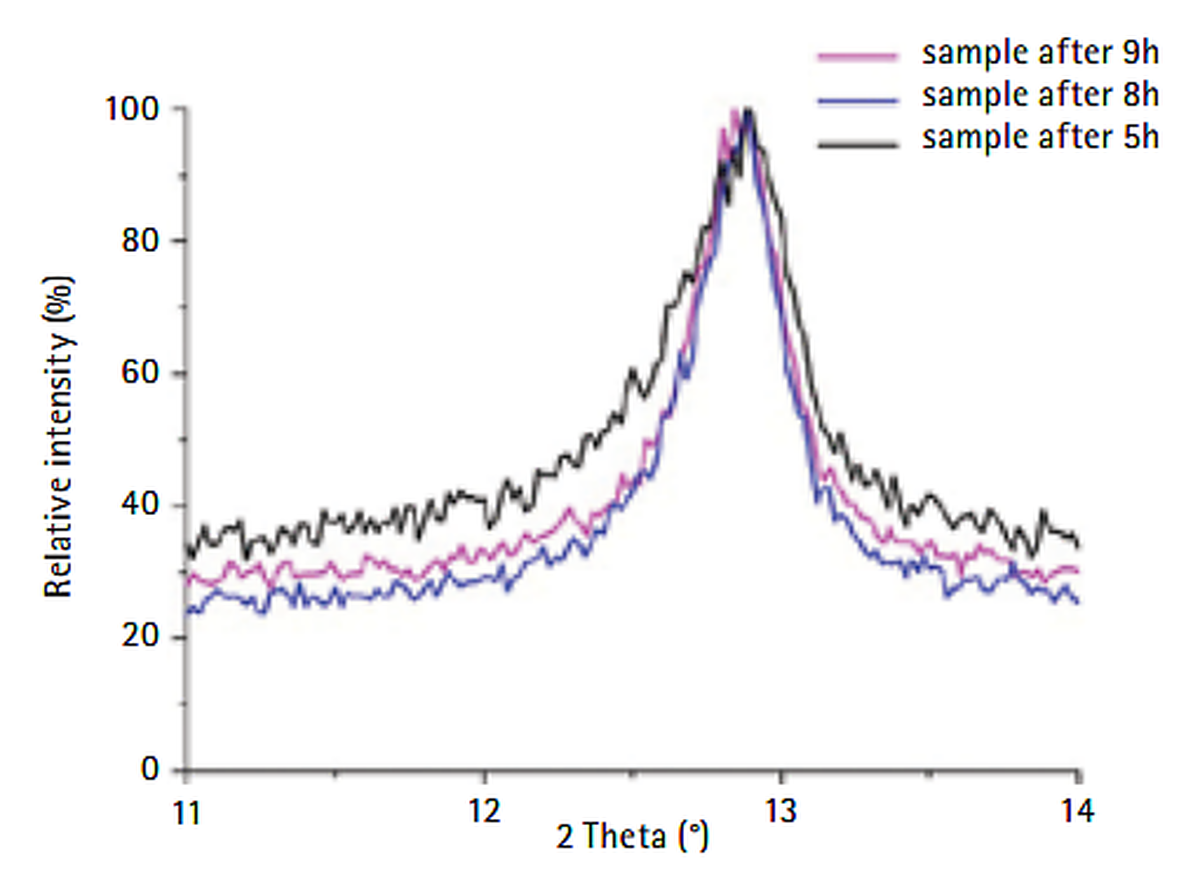
图中显示了 5、8 和 9 小时后样品的 111-反射。峰值的宽度略有减小,峰值的最大值略有偏移,这表明仅用了五六个小时,这一过程就已接近尾声。
阿玛利亚-瓦格纳(Amalia Wagner)介绍的结果。阿尔伯特-路德维希大学无机和分析化学研究所[1]
对于机械合金,由于经常需要高加速度和偶尔缺少样品材料(educts),球填充方法偏离了传统的三分之一规则(1/3 球,1/3 样品,1/3 空位)。重点转向使用特定的质量比,这就需要考虑反应物的数量并明确决定使用的质量比。此外,还必须确定小球的大小,以便根据小球的具体重量计算所需的小球数量。一旦确定了研磨球的数量,所需的研磨罐尺寸也就显而易见了。由于研磨罐中的样品量通常很少,因此与传统的三分之一规则相比,损坏研磨球和研磨罐的风险更高。
机械合金通常使用 1:10 的质量比(w/w),但也可以使用 1:5 或 1:15。这意味着,当使用 15 克的熔剂时,需要 150 克的钢球。由于需要高冲击力,10 毫米的球在机械合金中非常常见。150 克 = 20 x 10 毫米碳化钨球,每个 7.75 克。对于 20 x 10 毫米的球,需要至少 50 毫升甚至 80 毫升的罐容量(见行星式球磨仪产品页面上推荐的罐容量)。
| 研磨罐 公称容积 |
样品数量 | 最大进样尺寸 | 建议装球量(颗) | ||||||
| Ø 5 mm | Ø 7 mm | Ø 10 mm | Ø 15 mm | Ø 20 mm | Ø 30 mm | ||||
| 12 ml | 直至 ≤5 ml | <1 mm | 50 | 15 | 5 | - | - | - | |
| 25 ml | 直至 ≤10 ml | <1 mm | 95 – 100 | 25 – 30 | 10 | - | - | - | |
| 50 ml | 5 – 20 ml | <3 mm | 200 | 50 – 70 | 20 | 7 | 3 – 4 | - | |
| 80 ml | 10 – 35 ml | <4 mm | 250 – 330 | 70 – 120 | 30 – 40 | 12 | 5 | - | |
| 125 ml | 15 – 50 ml | <4 mm | 500 | 110 – 180 | 50 – 60 | 18 | 7 | - | |
| 250 ml | 25 – 120 ml | <6 mm | 1100 – 1200 | 220 – 350 | 100 – 120 | 35 – 45 | 15 | 5 | |
| 500 ml | 75 – 220 ml | <10 mm | 2000 | 440 – 700 | 200 – 230 | 70 | 25 | 8 | |
下表列出了与研磨罐容积、样品量和最大进料粒度相关的不同尺寸研磨球的建议装料量(以个为单位)。
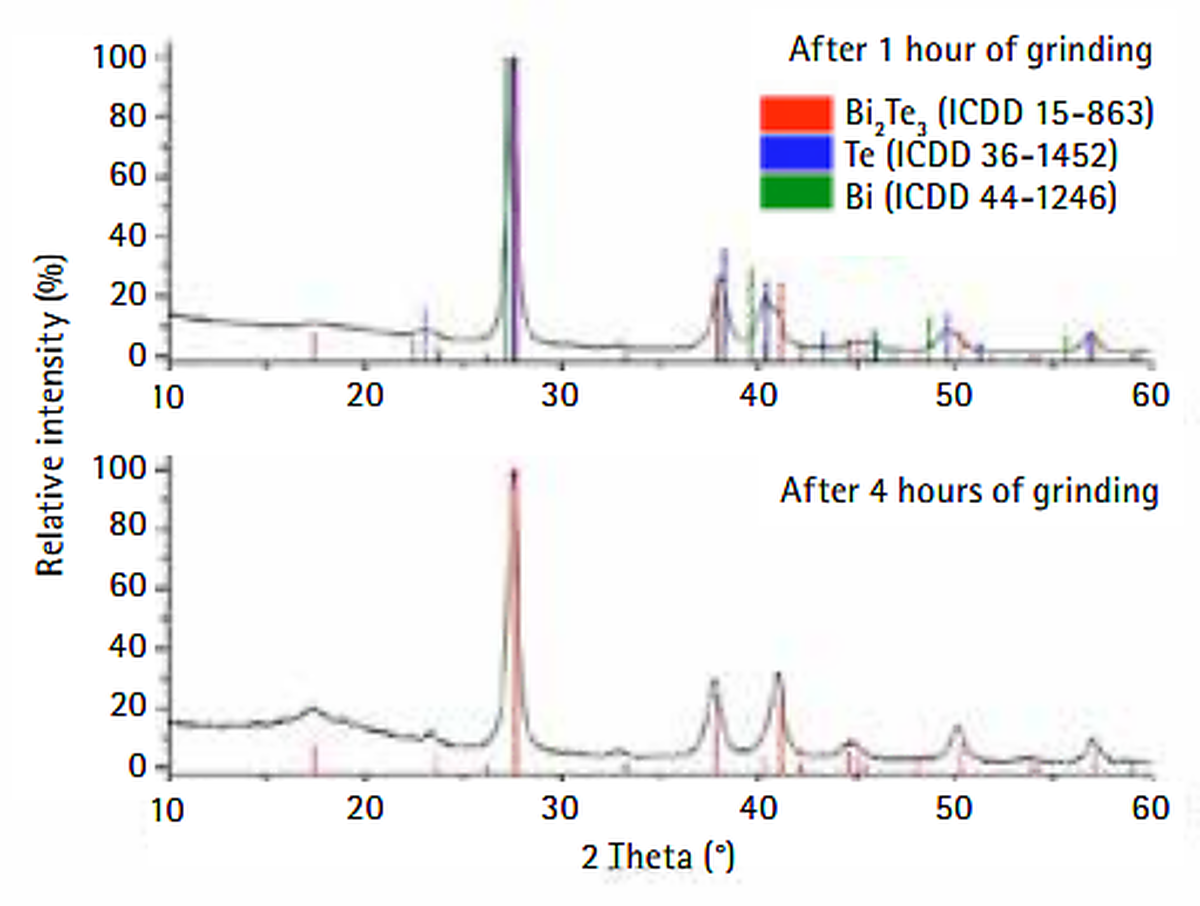
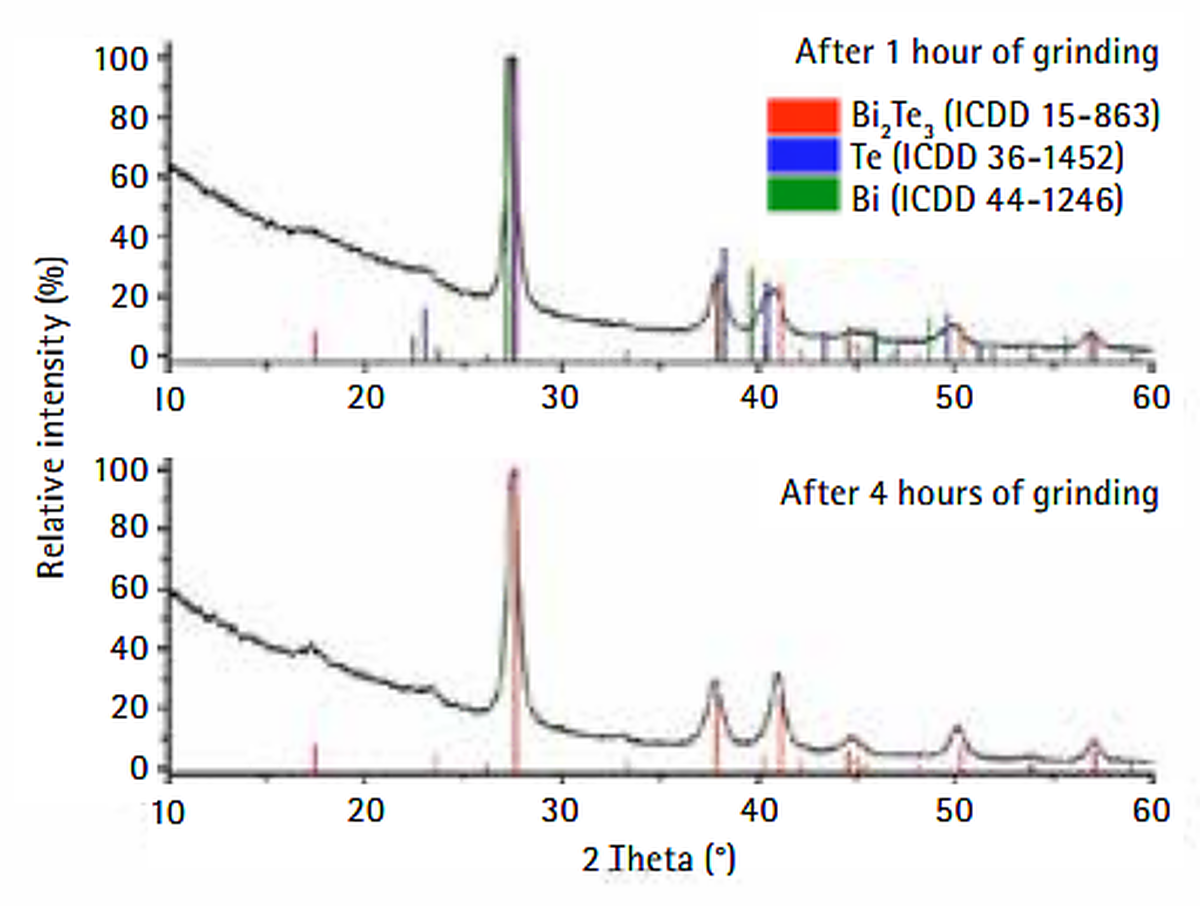
如果研磨球与粉末的比例过高,研磨球就不能有效地运动,从而降低合金化过程的效率。为了确定不同粉末与研磨球比例的效果,我们使用一个 50 毫升的钢制研磨罐和 10 个 10 毫米的钢制研磨球进行了实验。在 1:10 的比例中,使用了 2.09 克的铋和 1.91 克的碲,而在 1:5 的比例中,使用了 4.18 克的铋和 3.83 克的碲。材料在 800 转/分的转速下处理了 70 分钟,研磨周期为 10 分钟,然后休息一分钟进行程序反向。机械合金化第一小时后进行了 XRD 分析。结果显示,Bi 和 Te 的折射率向 Bi2Te3 方向移动,表明合金已经形成。1:10 的比例显示 Bi2Te3 的形成速度稍快。与 1:10 的样品相比,1:5 的样品碲反射强度更高,表明残留的碲更多。合金化过程在 1200 转/分的转速下继续进行了三个小时,没有出现结块现象。以前在混合磨中以 1200 转/分的转速对 Bi2Te3 进行机械合金化需要 6.5 小时。而使用高能球磨机 Emax 时,只需 2 到 3 个小时即可完成整个过程。
在 Emax 中机械合金化 Bi 和 Te 一小时后的粉末衍射图,粉球比 1:10(左),粉球比 1:5(右)。
阿尔伯特-路德维希大学无机和分析化学研究所的 Uwe Pelz 介绍结果 [1]
罐子和磨球所用材料对合金效率的影响很大。两个关键因素是能量输入(与材料密度相关)和材料的耐磨性。磨机的转速也会影响能量输入,能量输入会随着材料密度和磨机转速的增加而增加。高密度材料(如碳化钨)会使磨球在给定速度下产生更大的加速度,从而对样品产生更大的能量冲击和更有效的粉碎作用。但是,对于韧性材料来说,过高的能量会阻碍有效的合金化过程,导致样品形成一层粘附在罐子上并包裹住研磨球,干扰纳米晶的形成,使样品回收变得复杂。碳化钨的高耐磨性有利于减少磨损。
EasyFit 研磨罐专为苛刻条件而设计,包括转速高达 800 rpm 的长期试验、高机械负荷和机械合金化。它们与所有 RETSCH 行星球磨仪兼容。EasyFit 系列在 50-500 毫升研磨罐的底部引入了高级防扭曲(AAT)功能,即使在高速运转时也能确保安全固定并减少磨损。研磨罐系列有三个直径类别--12-25 毫升、50-125 毫升和 250-500 毫升,不同类别的罐盖可以互换。气氛也会影响机械合金化过程的成功与否,更确切地说,氧气会导致金属氧化物的形成,从而使金属更难以形成所需的混合晶体[2]。
通气盖便于在惰性气氛下进行操作,可引入氩气或氮气等气体。这些通气盖可搭配不同内衬进行定制,因此适用于各种材质的烧杯。Emax烧杯也支持这些功能。
气孔盖和不同的镶嵌件可更换磨具材料
GrindControl provides real-time visibility into processes inside the grinding jar. Pressure and temperature are continuously monitored—ensuring safe, precise control, even with sensitive or reactive materials. Respond promptly to unexpected pressure spikes, and keep a close eye on temperature-sensitive samples and even mechanochemical reactions at all times.
GrindControl at a glance
温度会严重影响机械合金化过程。如果系统(包括罐、球和样品)过热,材料会变得更具韧性,导致颗粒变大或在球和罐表面形成一层,从而降低效率。可以通过调节研磨机的转速来控制温度。主动冷却研磨罐是防止形成较大颗粒的另一种有效方法,可提高颗粒的均匀性,从而在其核心形成混合晶体结构[3]。CryoMill 和 MM 500 控制装置尤其适用于这一目的,因为它们可以在加工过程中保持低至 -196°C 或 -100°C 的温度。这两种混合碾磨机都适用于机械合金化。
相关应用的解决方案
文献中也介绍了用于机械合金化的混合碾磨机。同样,像 MM 500 vario 或 MM 500 nano 这样的高速(高达 35 Hz)混合碾磨机也非常有用。由于温度控制对机械合金工艺也很重要,因此 CryoMill 和 MM 500 control 是不错的选择。
这些研磨机在罐子大小(12-500 毫升)、可同时使用的罐子数量(最多 8 个)和罐子材料方面都非常灵活。研磨球的数量和大小可以测试机械合金工艺中的不同条件。最后,通气盖可以在惰性气氛下进行研磨。
Emax 可提供高达 76 g 的巨大能量输入,有利于机械合金化。此外,罐子还可以冷却,从而更好地控制机械合金化过程。可提供充气盖,以及不同的罐子材料和最大 125 毫升的尺寸。
[1] 图像与实验由阿尔伯特·路德维希大学无机与分析化学研究所的A. Wagner、U. Pelz提供 [2] E. 博恰罗娃、M. 海尔迈尔、L. 舒尔茨:铜铌合金及其制造工艺,德国专利 DE 102 10 423 C1
粉末颗粒 5 小时后的横截面光学显微照片")
粉末的扫描电子显微镜(SEM)照片(俯视图")